Carbon fibre part testing
Testing of CFRP structures
Due to their layer structure, modern CFRP structures can have a variety of material defects such as delaminations, air inclusions (porosity) or impact damage. Active thermography is an efficient inspection method. With this imaging method, large areas can be inspected quickly and without contact. We develop the testing devices and automated testing systems for this.
Carbon fibre testing in a nutshell
Typical applications for our testing systems in the field of fibre-reinforced plastics / ceramics are testing for delamination, inclusions of foreign materials (water in honeycomb structures), determination of porosity, resin / fibre content, wall thickness, fibre orientation and inhomogeneities. Impact damage is particularly critical as it is hardly visible from the outside but may have caused severe damage on the inside. Active thermographic testing with flash or halogen lamp excitation can detect these defects quickly and reliably. An important area of application is also the testing of bonded joints, which includes in particular the characterisation of the bond between metallic inserts and the overlying laminate. Active thermography has a large inspection area, can also measure complex geometries and shows high reproducibility.
How carbon fibre testing works
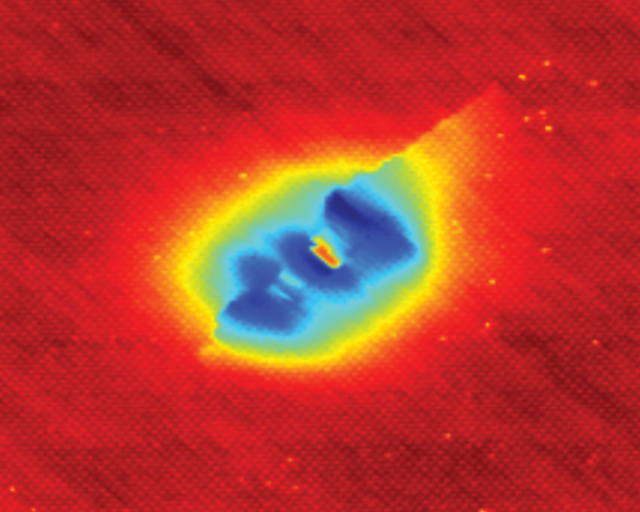
In Lockin thermography inspection systems and devices, the surface of the structure to be inspected is periodically heated with halogen lamps. A thermal imaging camera records the changes in surface temperature in a non-contact and non-destructive manner. The recorded temperature curves are subjected to a Fourier transformation pixel by pixel and a result image is calculated in real time. The time shift (phase) between heat input and temperature depends on how quickly the heat flows away into the interior of the component. The result image (phase image), which displays this delay in its location-dependent colour-coded form, shows hidden interfaces and thermal structures.
The depth range is determined by the modulation frequency of the non-contact optical heat supply and can therefore be adjusted within wide limits – depth-resolved measurement is therefore possible. In the case of CFRP, the objects to be inspected can be characterised down to a depth of approx. five to six millimetres. The required testing time of the system depends on the component thickness and the thermal diffusivity of the material under investigation. For CFRP testing, a measurement time of between a few seconds and a few minutes per square metre can be expected.