Whitepapers
Our resource library brings together everything you need to make informed decisions: detailed audit procedures, practical case studies, white papers, blog insights – clearly organized.
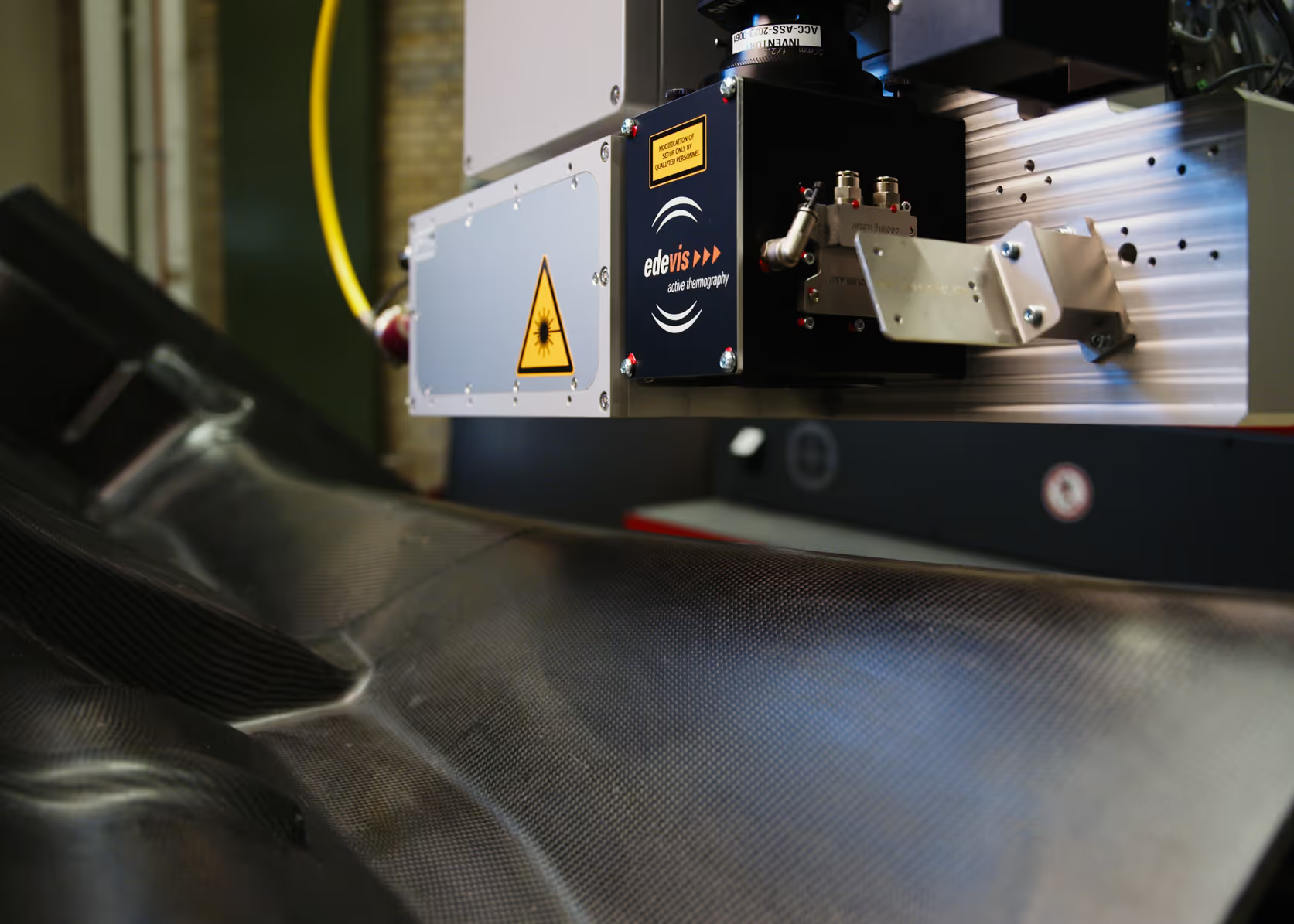
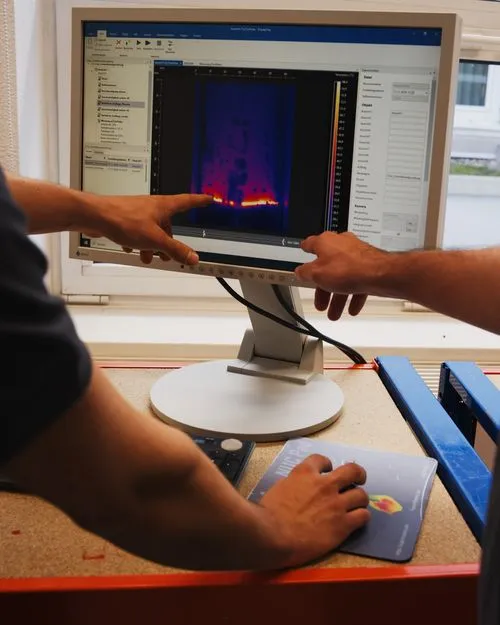
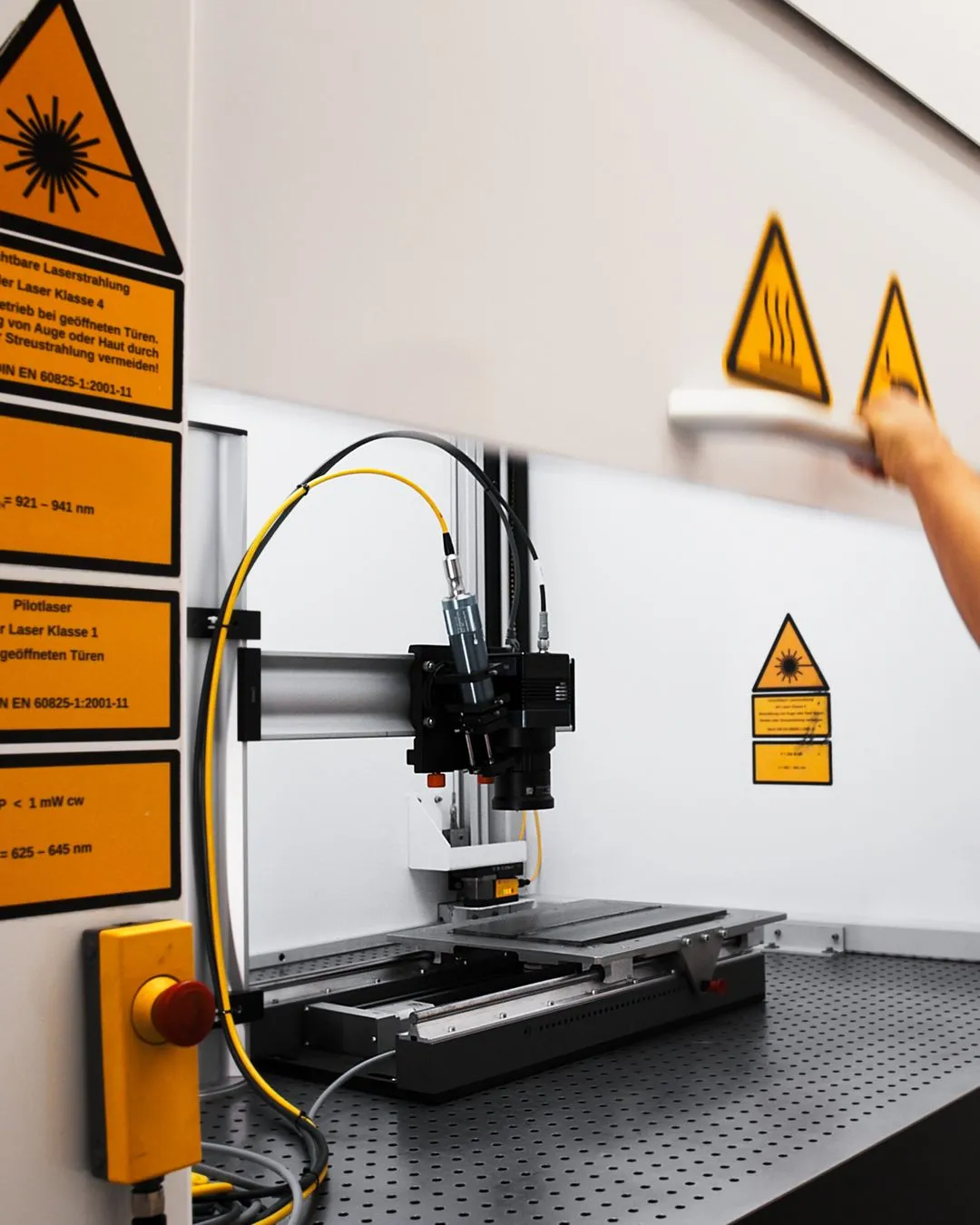
Thermographic structural inspection for precise, automated quality control

Non-destructive coating inspection using laser thermography


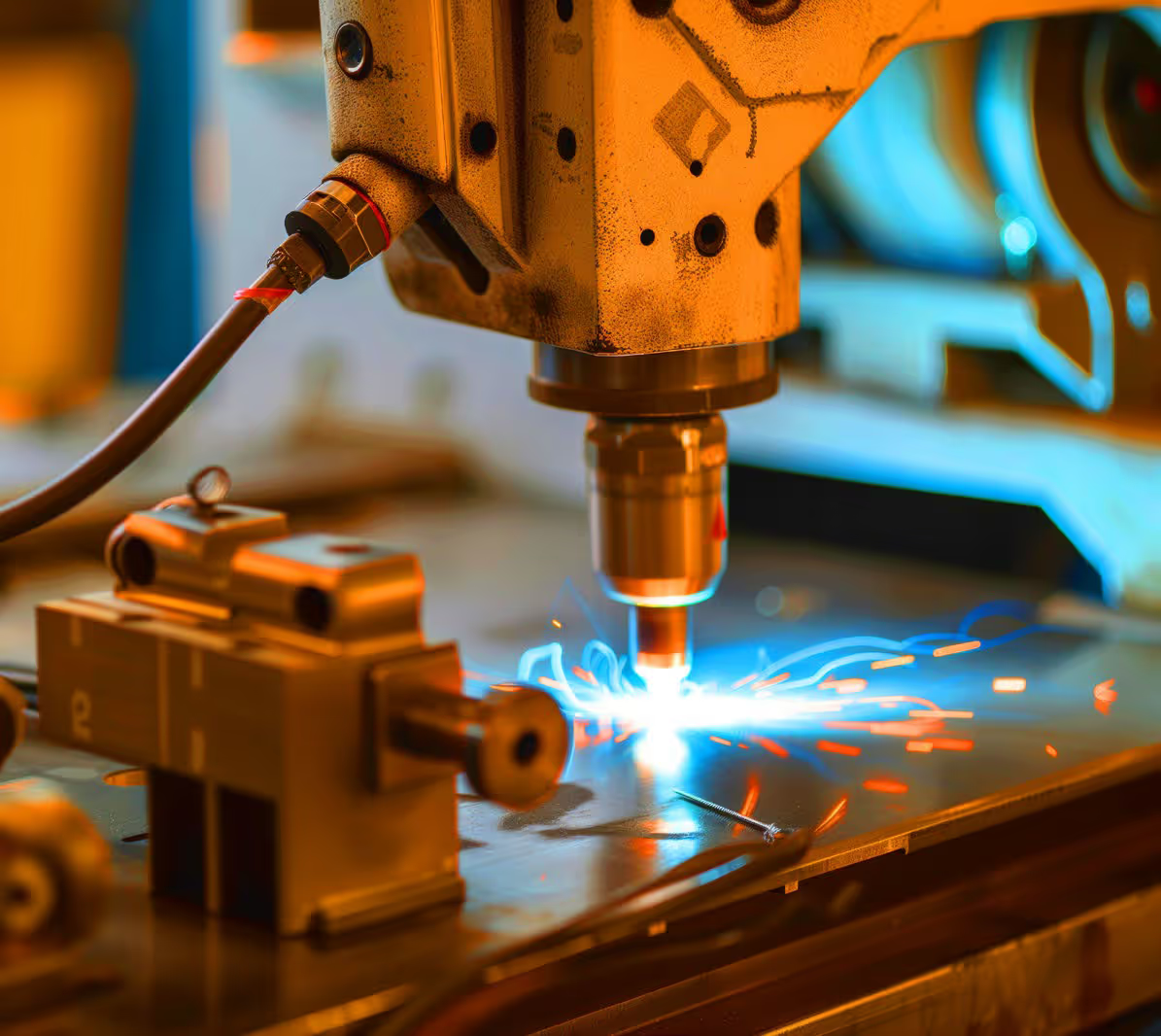
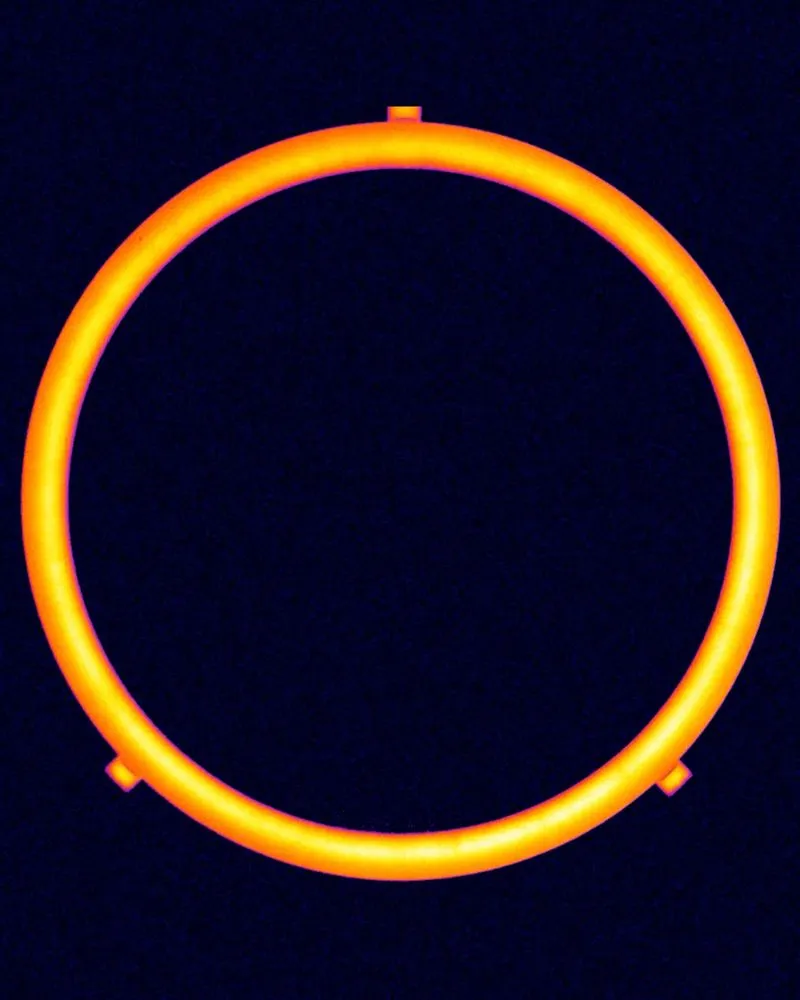
Laser thermography ensures battery cell connections reliably and non-destructively in e-mobility.

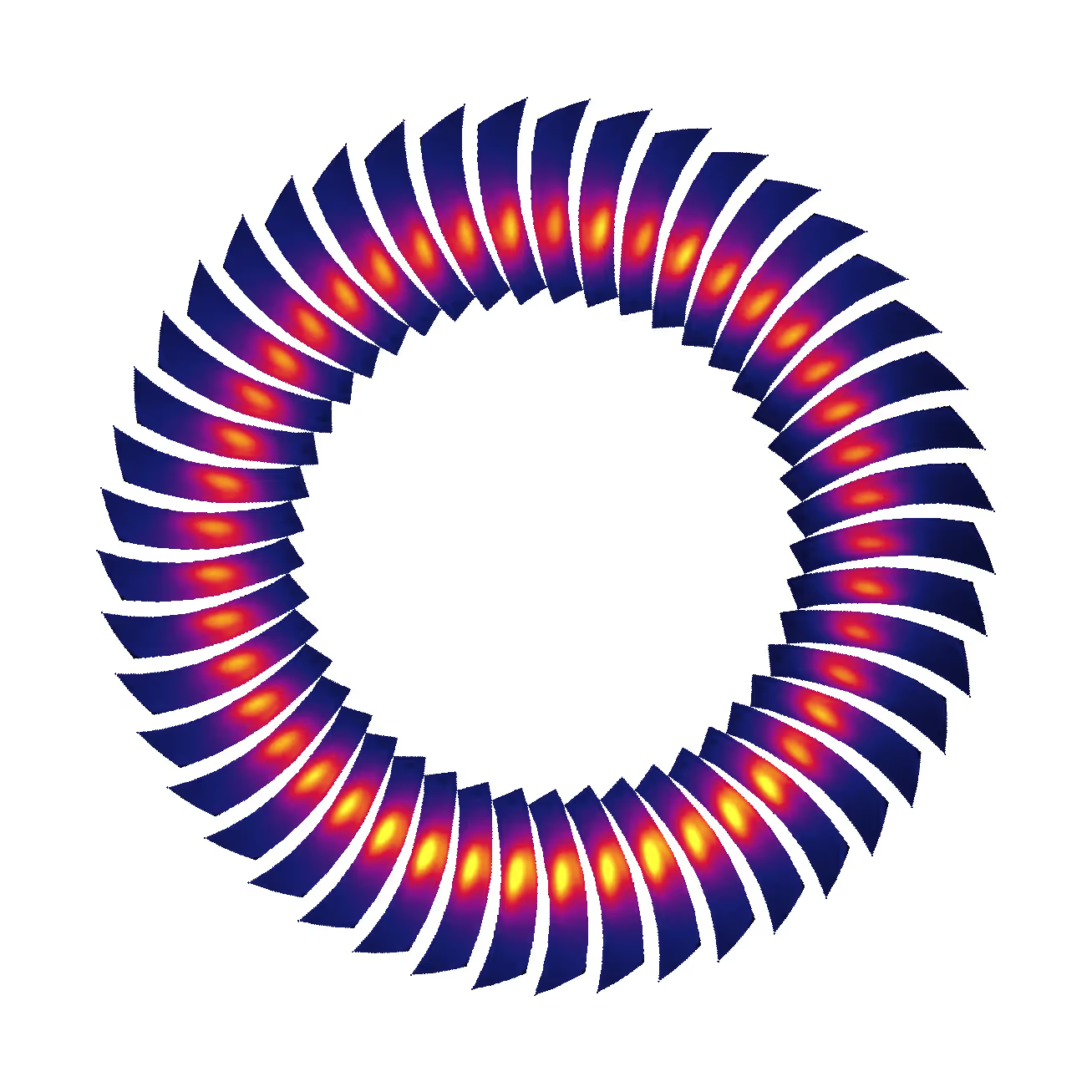
Thermography reliably detects invisible defects in carbon frames and bicycle parts.







Stay up to date on developments in active thermography, application reports, and events. Sign up for our newsletter now.
Leider sind gerade keine Events geplant.
Benachrichtige michOur frequently asked questions — answered quickly and easily.