Case Study
Leinfelden-Echterdingen,
Reliable crack detection
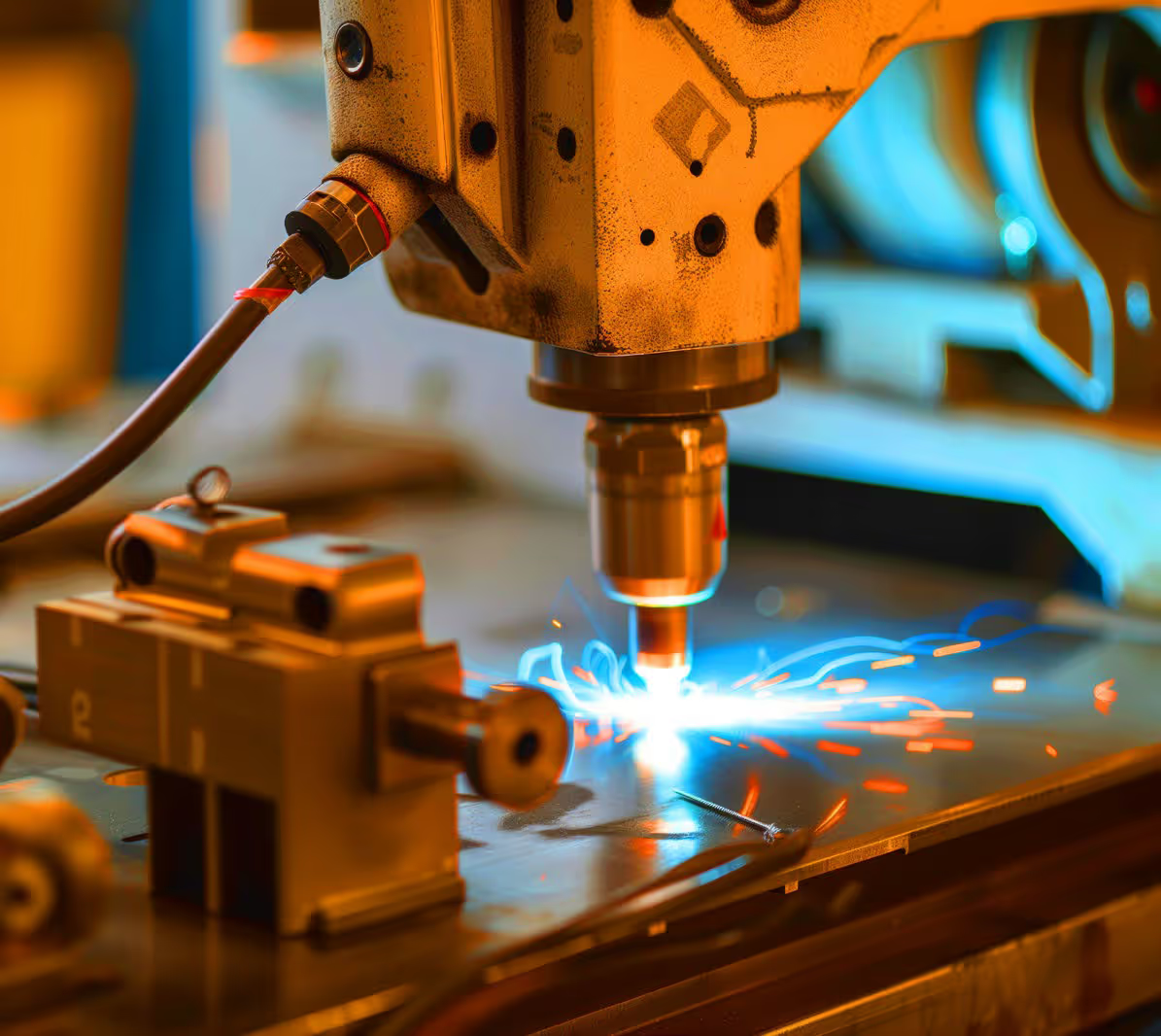
Non-destructive testing of non-metallic components with Flying Spot.
Non-metallic materials such as silicon nitride, ferrite or graphite are increasingly being used in industry due to their mechanical or electrical properties. Quality assurance measures are taken to ensure the lifespan for specific applications. If you want to replace complex dye penetration testing with a residue-free and automatable process when testing cracks, laser scan thermography is the right choice. Even parts with complex geometries can thus be fully tested — and without destruction.

Project Description
Application
Classic applications for non-metallic components where we have already gained testing experience include ceramic bearings installed in motors and ferrite magnets in electric fan motors. If these components are installed with fine cracks, this can lead to part breakage and failure at high speeds. Many other applications are possible, not only for small electronic components, but also for parts used in aviation, the automotive industry and drive technology. In principle, the technology can also be applied to metallic components and is used primarily when contactless testing over slightly longer distances is required.
Customer Benefits
Thermography testing is a comparatively inexpensive, residue-free, automatable and fast test procedure. In addition, components can be easily tested non-destructively even at temperatures well above 100 degrees Celsius. Although traditional methods such as ultrasound testing are very suitable for detecting defects at greater depths, they are blind on the surface. In the case of dye penetration testing, the test is neither contact-free nor automatable and cannot be used on hot components.

Task
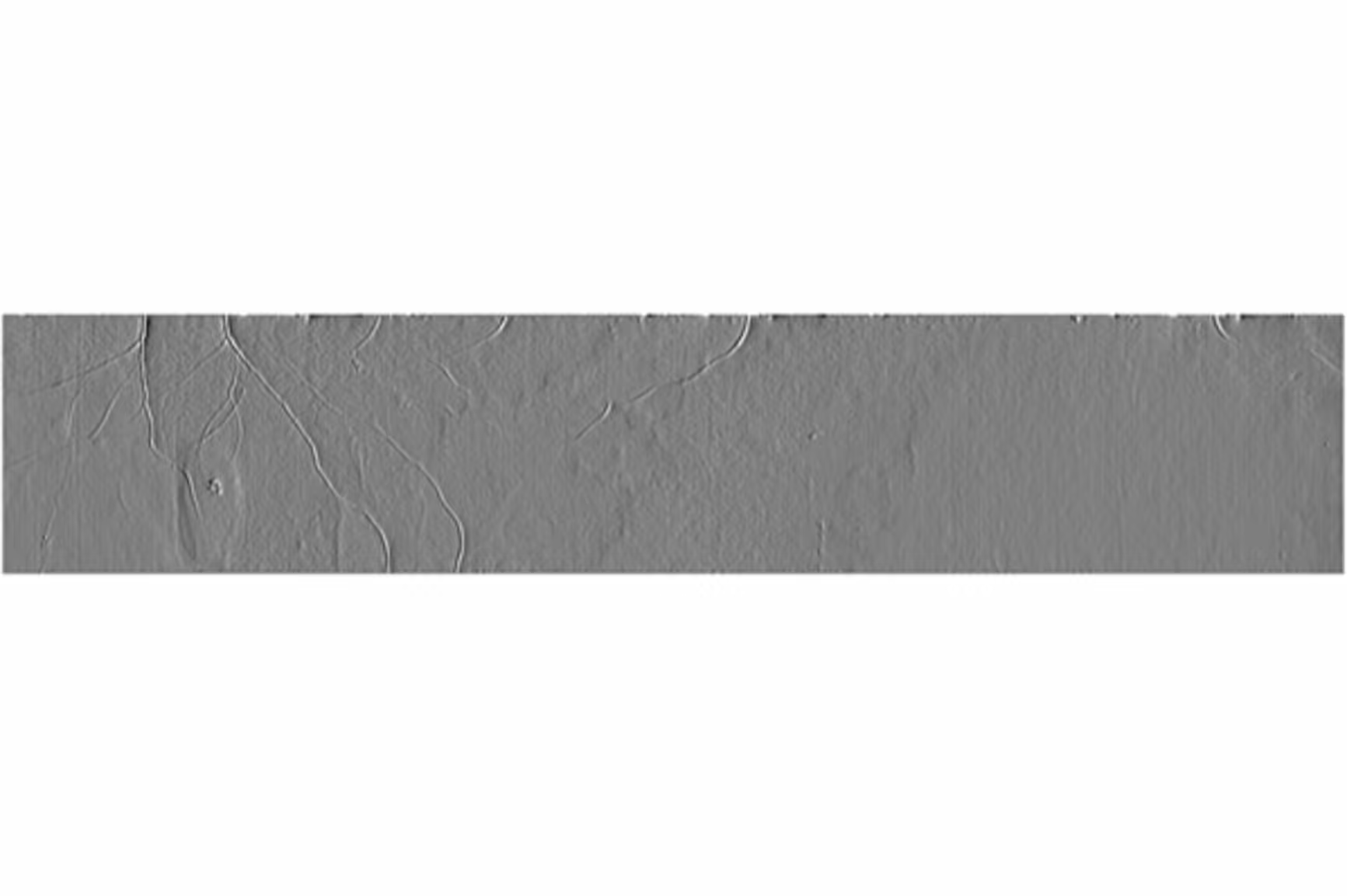
A thermography test bench should be developed in which the near-surface area of non-metallic parts should be completely scanned and checked for defects using an imaging process. The catalog of errors included cracks of various orientations and sizes, open porosity, bubbles/cavities, delaminations, and more. Such defects interrupt the heat flow and are therefore easy for an infrared camera to recognize and display.
Solution
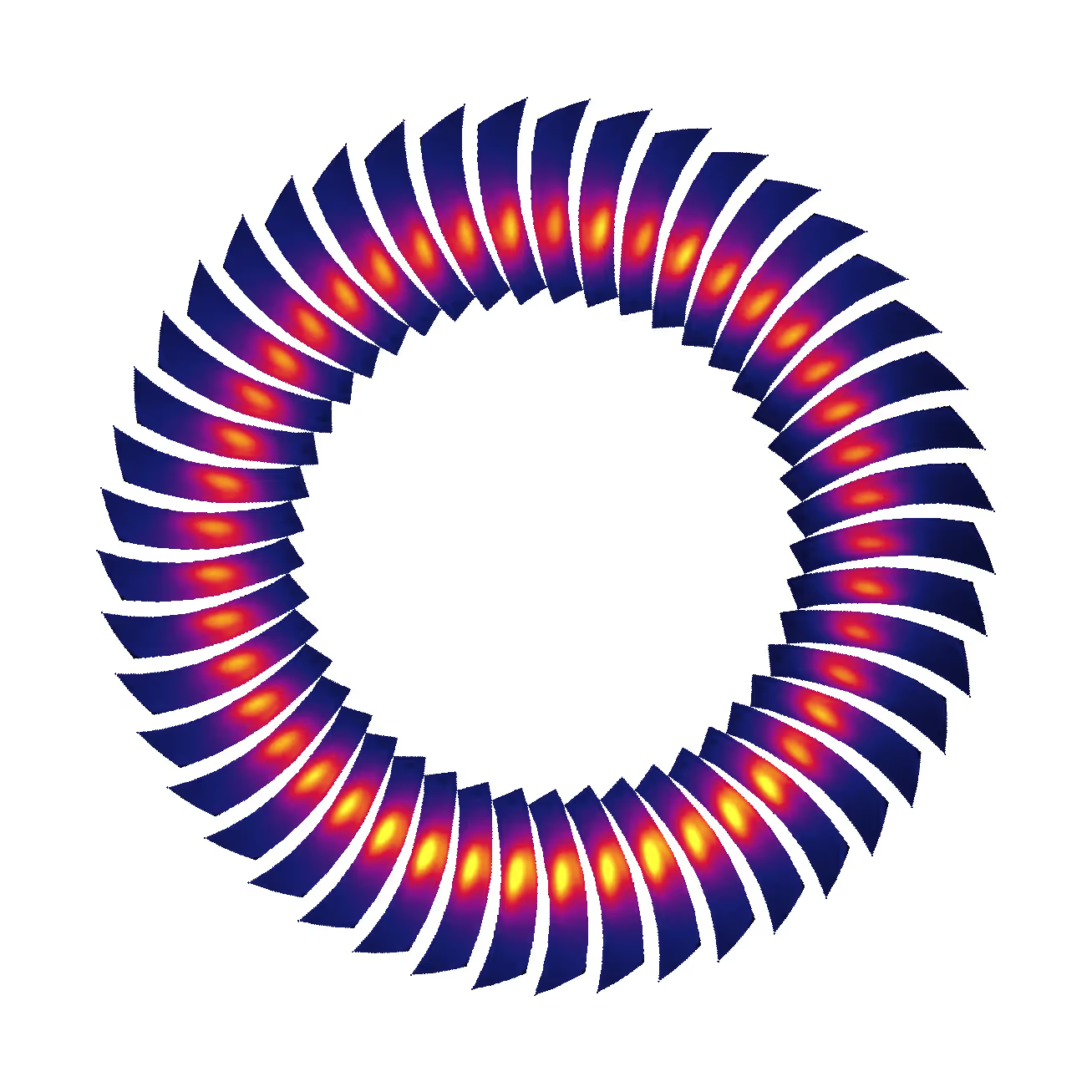
With our classic laser scan thermography test benches, a laser dot or a laser line is scanned across the component and the resulting lateral heat flow is recorded by an infrared camera. The laser dot flies over the component, hence the name “Flying Spot.” edevis, however, also offers other solutions: for example, the required relative movement between component and excitation can also be carried out by a rotary or linear axis, so that the components are guided through under a static laser line.


Implementation
The customer provided samples on which edevis carried out preliminary tests and feasibility studies in its in-house laboratory. Complete test benches for laboratory use were then offered, with laser, laser scanner, laser safety cabin, infrared camera, mechanical design, software and, if applicable, travel axes including control. Depending on the thermal conductivity of the material, fast cycle times can in principle be achieved, so that inline testing for series production is also possible.
FAQ
Our frequently asked questions — answered quickly and easily.