01
Erfassung
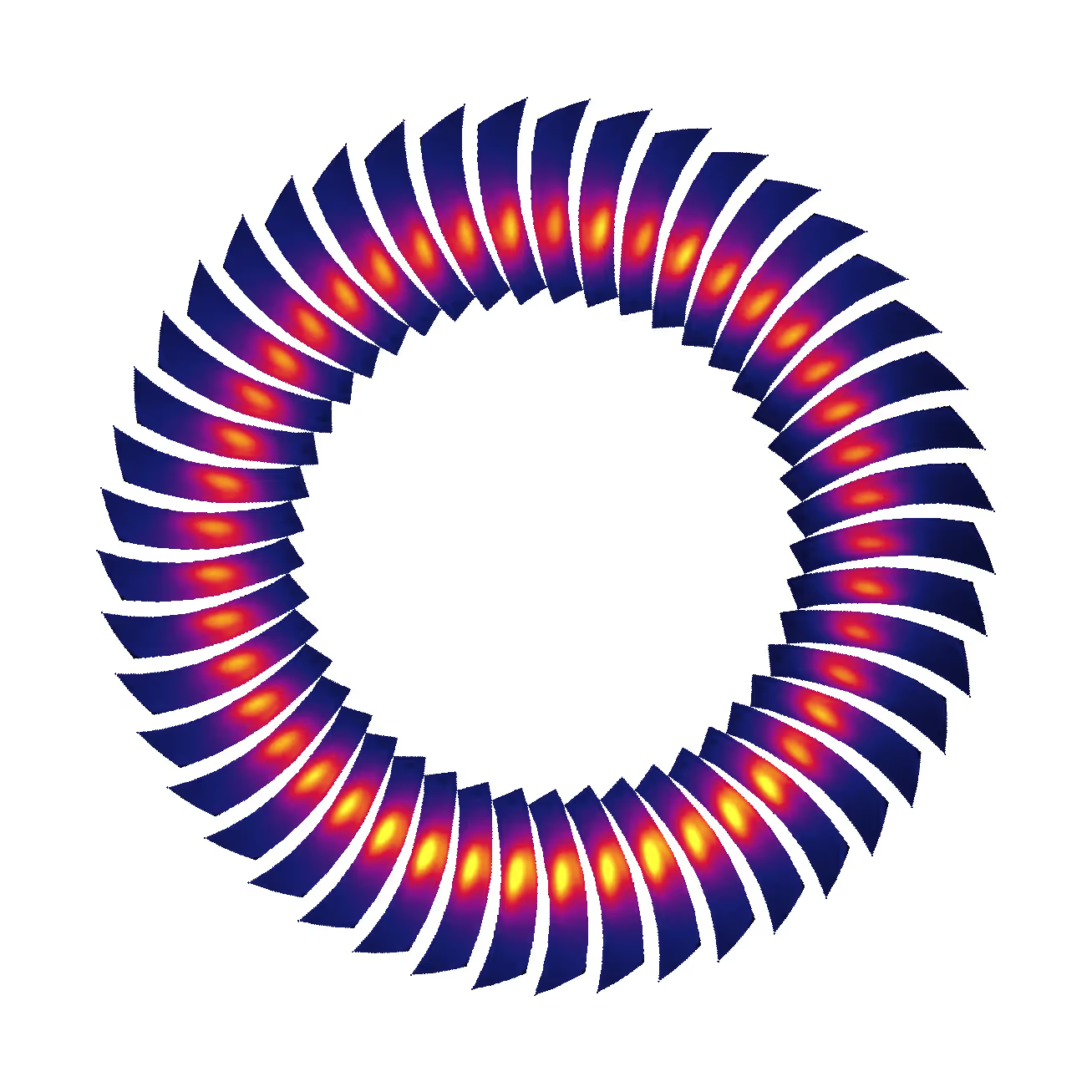
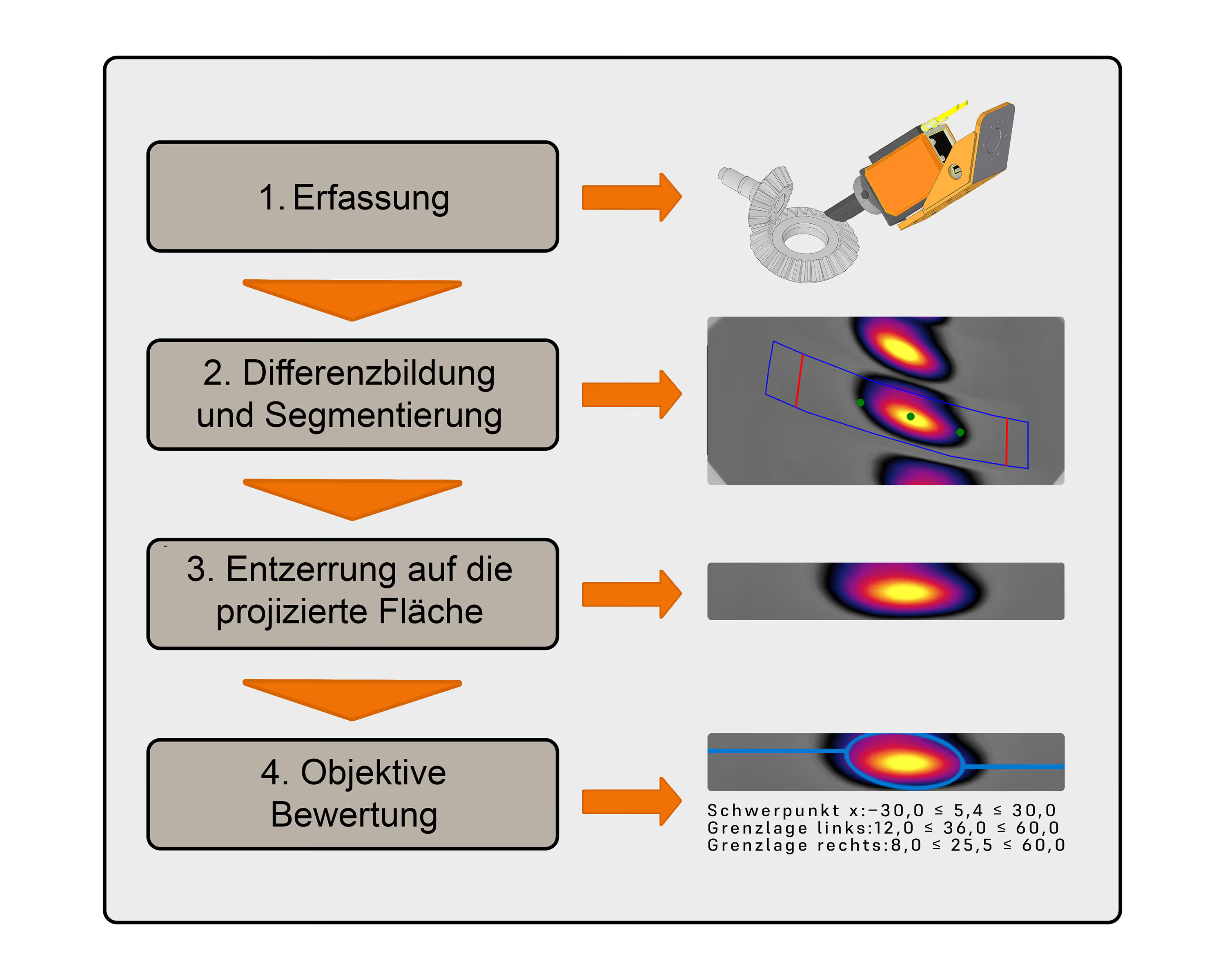
Zunächst werden die Rohbilddaten der Zahnflanken im IR-Bereich in verschiedenen Lastzuständen aufgenommen. Diese Datensätze bilden die Grundlage für die spätere Differenzberechnung.
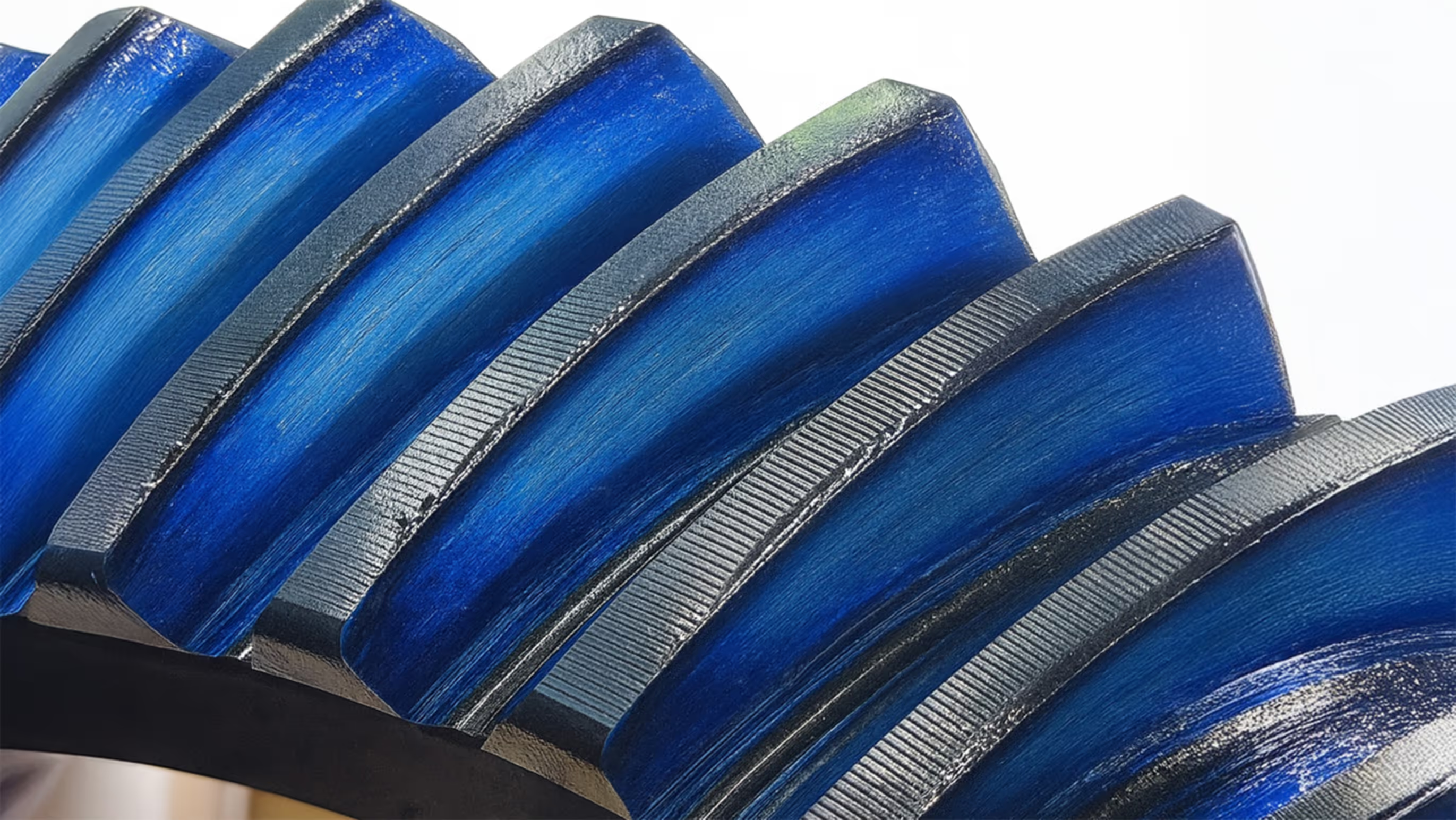
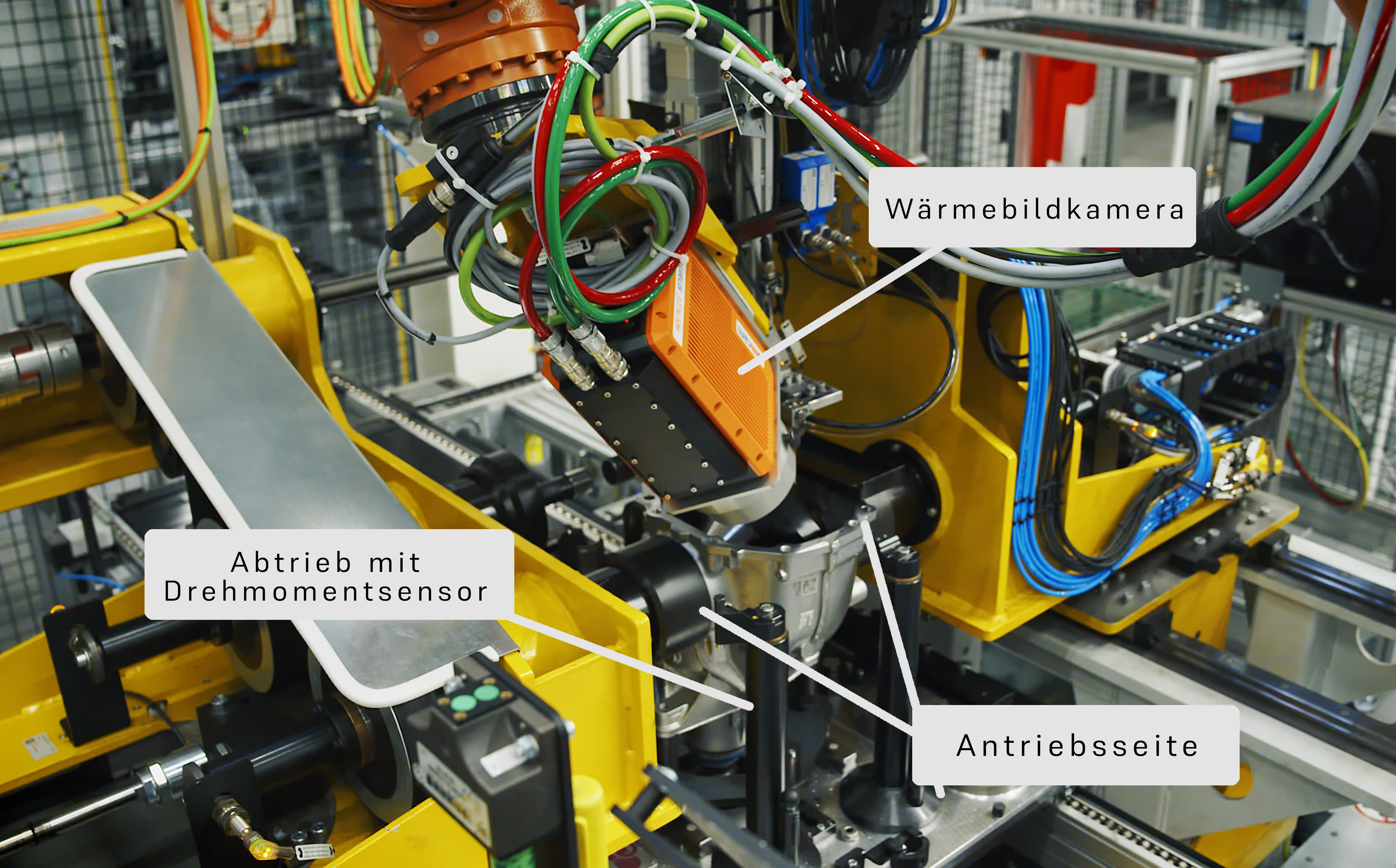
Video anschauenZahnradgetriebe sind zentrale Komponenten der Leistungsübertragung in Maschinenbau, Fahrzeugtechnik und Energieerzeugung. Abweichungen im Tragbild führen zu erhöhtem Verschleiß, Geräuschentwicklung und Leistungsverlusten und beeinträchtigen Zuverlässigkeit und Lebensdauer. Die von edevis entwickelte thermografische Tragbildprüfung erfasst lastbedingte Temperaturmuster an Zahnflanken – berührungslos und ohne Hilfsstoffe. So lässt sich sicherstellen, dass die Kraftübertragung im definierten Tragbereich erfolgt. Das Verfahren lässt sich als automatisierte Qualitätskontrolle direkt in den Fertigungsprozess integrieren.

Bislang wird die Tragbildprüfung – vor allem bei Hypoidgetrieben – mit Farbauftrag und anschließender manueller Beurteilung durchgeführt. Dazu wird eine dünne Farbschicht (Tuschierpaste oder -lack) auf die zu prüfenden Zahnflanken aufgetragen. Werden die Zahnräder anschließend in Eingriff gebracht, wird die Farbe an den Kontaktstellen verdrängt. Das entstehende Abbild zeigt, wo die Flanken tatsächlich tragen. Ein Fachmann beurteilt anschließend visuell, ob Lage und Größe der Abdrücke dem Sollzustand entsprechen.Bei Abweichungen wird justiert – etwa durch nachträgliches Verschieben der Zahnräder zueinander (z. B. mit Passscheiben) oder durch Anpassen der Fertigungsparameter. Vor der Inbetriebnahme müssen zudem alle Farbreste rückstandsfrei entfernt werden.
Dieses Verfahren hat jedoch mehrere Nachteile:
Jeder Prüfvorgang erfordert Farbauftrag, Fügen der Teile und anschließende Reinigung mit erhöhtem Zeit- und Personalaufwand.
Die Bewertung erfolgt visuell, oftmals augenscheinlich. Das Ergebnis hängt von Erfahrung und Interpretation des Prüfers ab.
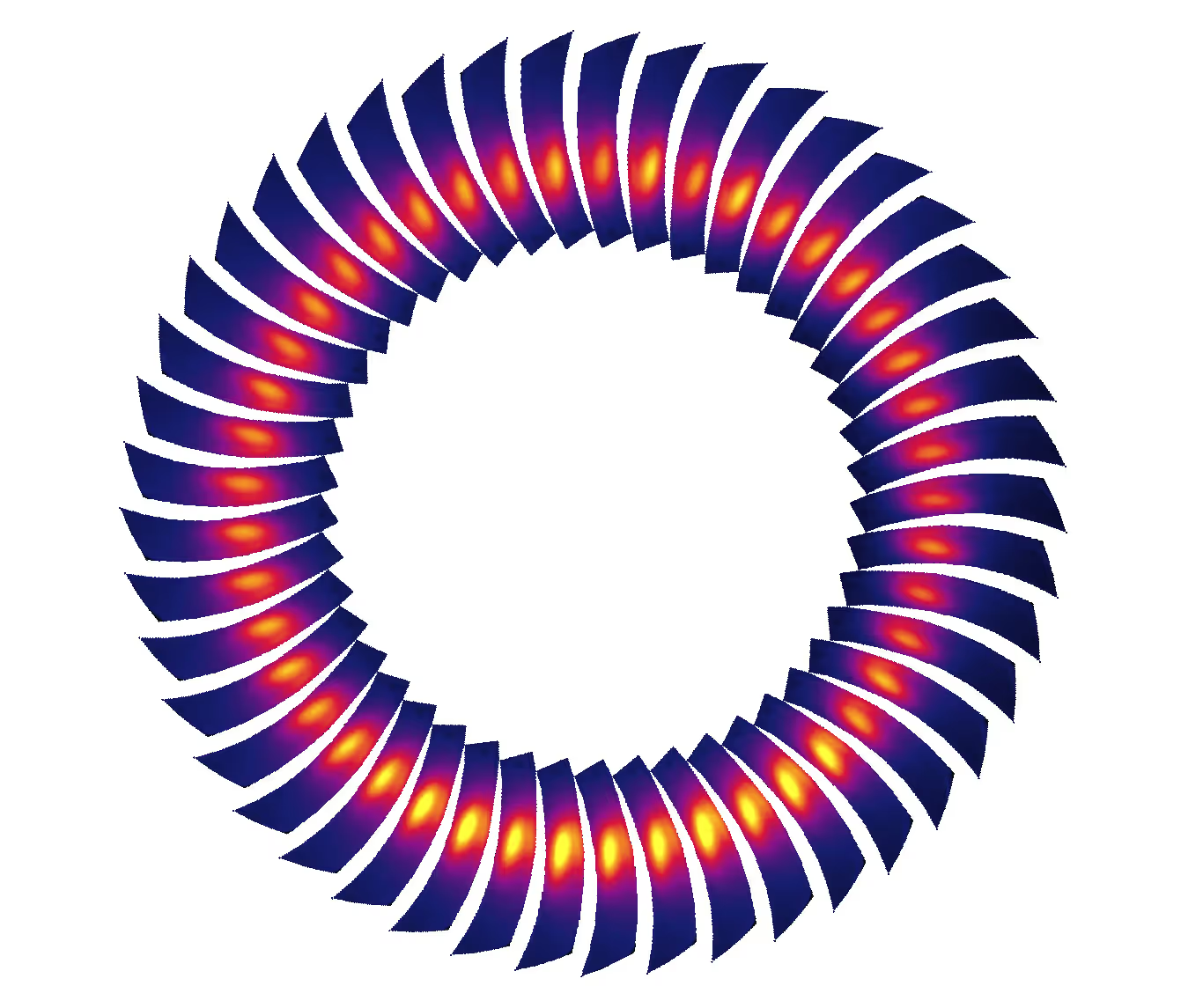
Der Abdruck zeigt nur den Summenabdruck der Kontakte, oftmals wird aus Zeitgründen nur an einem Teilsegment des Zahnrads der Tragpunkt geprüft. Lokale Abweichungen einzelner Tragpunkte können übersehen werden.
Manuelles Tuschieren lässt sich kaum inline in eine automatisierte Fertigung integrieren; 100%-Prüfungen sind praktisch nicht umsetzbar.
Ungleichmäßiger oder unvollständiger Farbauftrag können das Bild verfälschen. Diese Grenzen schaffen Bedarf für ein objektiveres, effizienteres Verfahren, hier setzt die thermografische Tragbildprüfung an.
Zunächst werden die Rohbilddaten der Zahnflanken im IR-Bereich in verschiedenen Lastzuständen aufgenommen. Diese Datensätze bilden die Grundlage für die spätere Differenzberechnung.
Video anschauenIm darauffolgenden Schritt werden die Messungen miteinander verglichen. Durch eine Differenzberechnung werden Hintergrundanteile eliminiert, sodass die kontaktbedingten Temperaturerhöhungen resultieren. Die Differenzbilder offenbaren die Bereiche, in denen die Zahnflanken tatsächlich in Kontakt standen. Anschließend erfolgt die Segmentierung relevanter Flächen: Ein Algorithmus erkennt die tragenden Bereiche innerhalb der Region of Interest (ROI) auf der Zahnflanke und trennt sie von nichttragenden Bereichen.
Da die Zahnflanke aufgrund ihrer Krümmung und der Kameraperspektive verzerrt erscheint, wird das segmentierte Tragbild rechnerisch entzerrt. Diese geometrische Projektion überträgt das erkannte Tragbild auf eine plane Fläche, die der realen Zahnflankengeometrie entspricht. Somit kann das Tragbild metrisch analysiert und mit CAD-Daten oder Sollkonturen verglichen werden.
Im letzten Schritt werden aus der entzerrten Fläche die relevanten Kennwerte automatisch berechnet. Dazu zählt insbesondere die Schwerpunktlage des Tragpunktes relativ zur Zahnflanke. Anhand festgelegter Sollwerte und Toleranzgrenzen entscheidet der Algorithmus, ob das Getriebe den Anforderungen entspricht.


Gerne unterstützen wir Sie dabei, die passende Lösung für Ihre Anforderungen in der Tragbildprüfung zu finden. Ob für Forschung, Serienprüfung oder individuelle Sonderanwendungen, unsere Thermografie-Technologien bieten vielseitige Einsatzmöglichkeiten. In einem unverbindlichen Gespräch klären wir gemeinsam, welches System optimal zu Ihrer Anwendung passt.
Unsere häufig gestellten Fragen – einfach und schnell beantwortet.