Even in the case of complexly shaped components, automated weld seam inspection with thermographic inspection methods is easily possible. One good example are car seat backrests, where several steel sheets are joined together at more than 50 welding points. In the event of an accident, the backrest must withstand the force, what must be tested in terms of safety. Together with the client, a new robotic test cell was developed for manufacturing.
The application:
The customer from the automotive supply industry works in the area of parts manufacturing and production of car seats. Inside the backrests is a framework of steel sheets of different thicknesses with The customer from the automotive supply industry works in the area of parts manufacturing and production of passenger car seats. Inside the backrests is a framework of steel sheets of different thicknesses with complex geometries, which are welded together by laser. The backrests are safety-relevant. In addition, the hinges for many electromechanical functions are located there. For each batch, several seats are inspected in parallel next to the production line before the batch is released for delivery to the OEM. The sheet metal parts are manually clamped in a robotic test cell with laser protection enclosure and approached by the test robots

The task:
Realise a fully automated non-contact inspection of laser welds in a robotic cell. Advantages: Implement a fully automated non-contact inspection of laser welds in a robotic cell. Advantages: Thermographic inspection can be used to quickly and reliably detect typical defects, such as false friends, seam penetration, pores and holes, in addition to the weld seam length. Modern image processing allows the seam to be evaluated in terms of both transmission and reflection, so that the technology can be used even if the weld is only accessible from one side. In combination with robots, even complex components with many weld seams can be inspected in a short time.
The improvement (for the customer):
In this case, an existing inspection system with flashing lights and lower resolution was replaced. With the thermographic laser, a higher energy density is applied to the required areas. The results are much more meaningful than before. In addition, there is no more wear and tear on flash lamps, and all parts of the application are covered. Larger welds are inspected by combining several inspection fields into one. This allows welds of virtually any size to be inspected.
The solution:
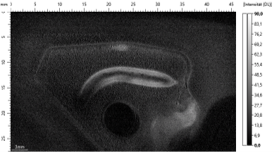
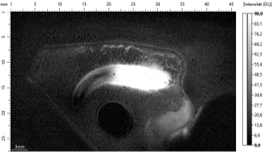
A test cell with two ABB robots was implemented. The first at the front carries an infrared camera and a laser head that thermally detects the weld seams. The second at the rear has only a laser head that can heat the component from the rear. The inspection sequence is as follows: The camera is thermally calibrated and metrically calibrated to convert pixels to millimeters. Then both robots travel over the component. Most welds are inspected with backside heating: The rear sheet is heated, and the heat flows through the weld into the front sheet, where it is then detected by the infrared camera. Where this is not possible – for example because of excessive wall thickness or due to undercuts – reliable testing is carried out in reflection: the heat from the seam normally flows quickly into the sheet metal behind it, i.e. rapid cooling takes place. In the case of a defective joint, on the other hand, the heat can only flow away slowly.
The project planning:
As usual, the customer first sent us a few selected test specimens, on the basis of which we prepared a feasibility study in our test laboratory. This was verified by the customer on site with a demo system and found to be in order. The next step was joint process development, in which requirements and implementation options were advanced with the customer. After implementation in the robotic cell, the next step was series start-up support and teach-in with the customer. The task was to use machine learning to teach the application which parts were OK and which were not. The software had to be designed in such a user-friendly way that the customer could take over the teach-in himself after a short introductory phase. This is because there are about 50 seams per part and over 40 different part types. Due to the short product cycles in the automotive supply sector, the customer also had to be able to flexibly reteach product changes. The service provided by edevis is scalable and ranges from the turnkey system to after-sales support, so that the customer is able to operate and continue the application independently.